
Services
Our Services
Maximum Performance. Zero Compromise
Custom Engine Building
At HMT Performance, every engine build starts with an in-depth consultation to Understand your performance goals. We collaborate on component selection—ranging from forged internals to billet blocks—then engineer custom designed parts that balance power, reliability, and longevity. Assembly takes place under stringent quality controls, with interim inspections at every critical stage. The result is a turnkey powerplant tailored to your specifications and ready to excel on the track or on the street.
- Tailored engine design solutions
- Premium component sourcing expertise
- Precision assembly under strict QC
- Engines delivered ready for immediate installation
- Initial engine start up service available for peace of mind
- Customizable engine platforms for every application

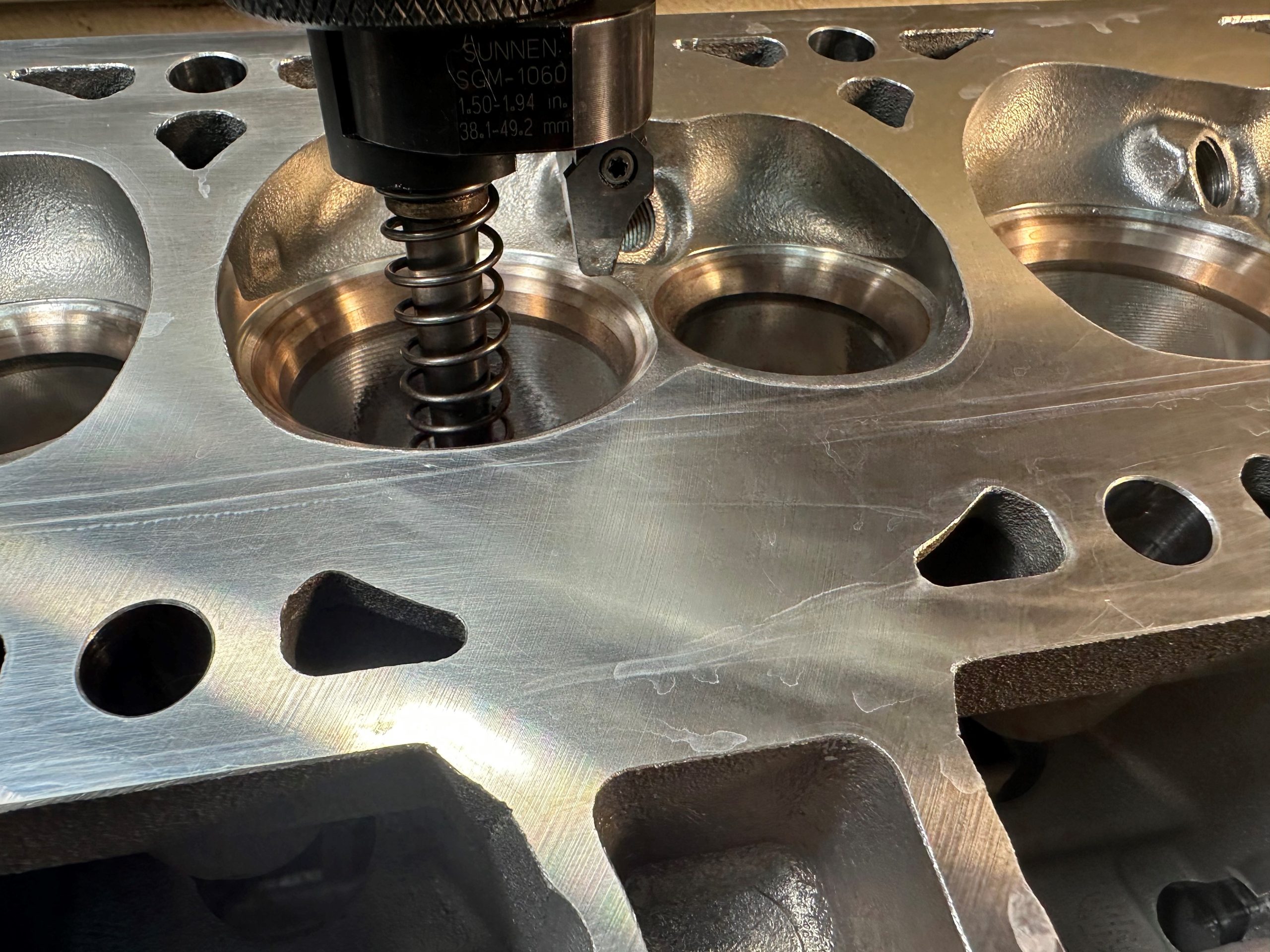
Precision Machining & Blueprinting
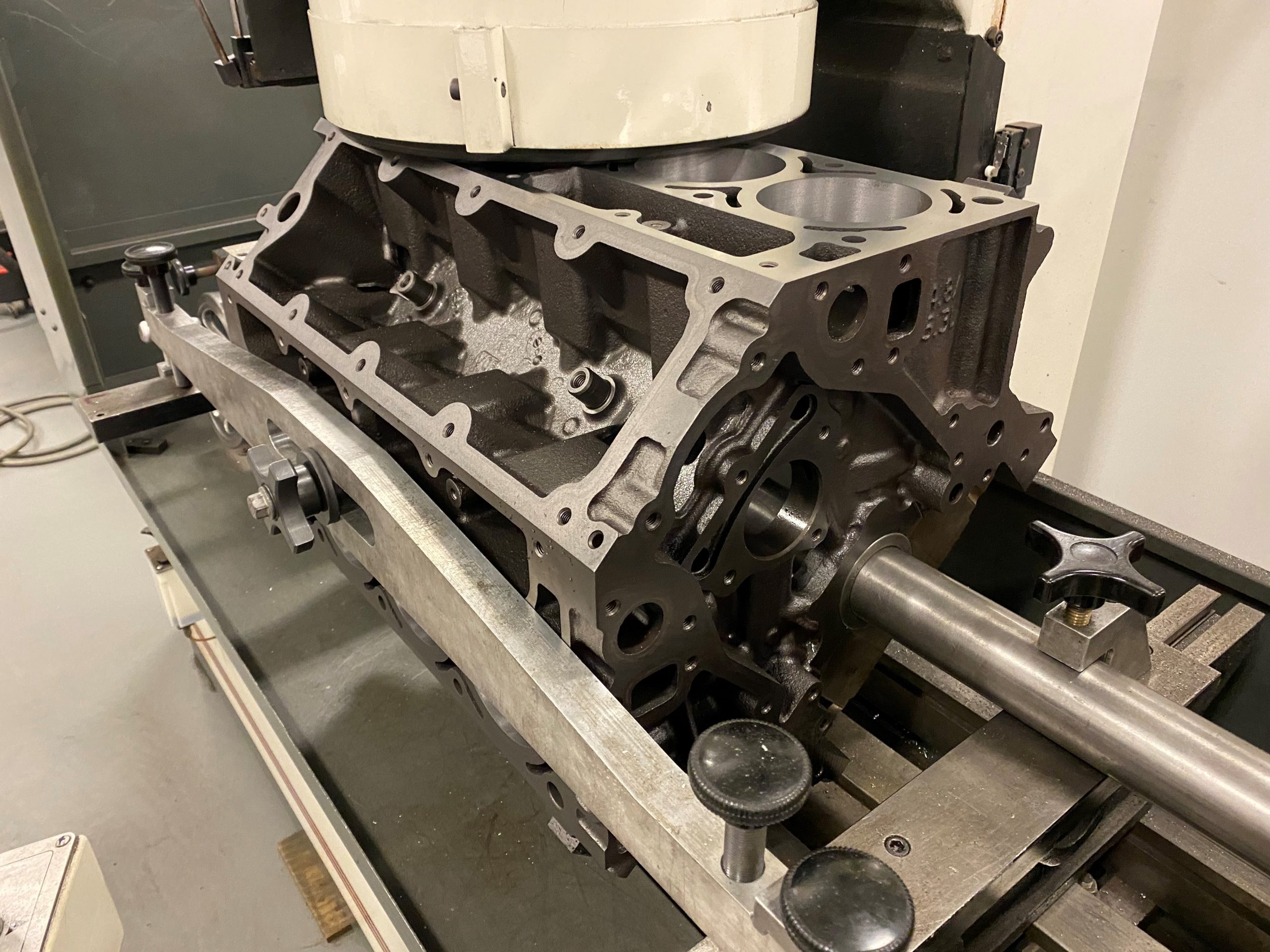
Our machining capability combines state‑of‑the‑art equipment with seasoned operators to deliver precise tolerances on every part. We deck and bore engine blocks and precision hone cylinders and hand port heads with laser‑guided precision. Valve seats and guides are refaced and replaced and machined or sized with exact finishng standards. Crankshafts receive meticulous grinding, polishing, and dynamic balancing to eliminate vibration. Finally, we blueprint each component—comparing actual measurements to ideal specifications for the application—to ensure flawless fit and optimal performance under the most extreme conditions.
- Decking blocks to exact specs
- Boring and honing cylinder bores to perfect finish and size
- Porting heads for optimal flow
- Performance valve seat finishing
- Align honing main bores to precise sizing
- Crank grinding with dynamic balancing
- Blueprinting for perfect component fit
Engine Tear Down, Inspection & Rebuild
When an engine comes to our shop, we perform a complete disassembly and inspection. Detailed inspections uncover cracks, damaged parts, scoring, or fatigue in engine internals. Worn components are machined or replaced, restoring better-than factory tolerances. Cylinder heads are rebuilt with new valves, valve seats, valve guides and seals. We maintain meticulous records throughout the rebuild, then reassemble with calibrated clearances for the application.
- Complete engine disassembly process
- Thorough component wear inspections
- Precision machining to restore parts or adjust for application’s intended use
- Total cylinder head inspection
- Connecting rod reconditioning service
- Balanced rotating assemblies for smooth running
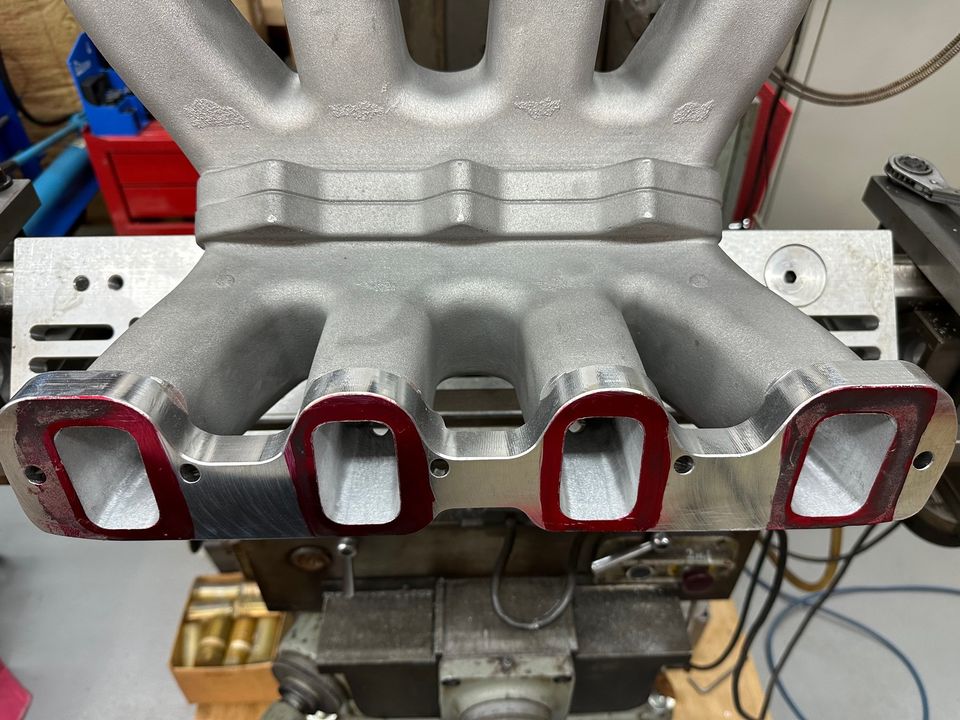
Performance Upgrades & Fabrication
Beyond standard builds, our in-house fabrication group can alter and adjust the fitment of all custom or aftermarket components with professional integrity. Intake manifolds are port‑matched and surfaced for maximum airflow. Forced‑induction combinations—turbochargers or superchargers—are integrated into the engine build. Fuel‑system enhancements, including high‑flow pumps and rails, are fitted to support increased demand. Every weld, bracket, and flange custom worked, modified or produced will have perfect alignment and durability to sustain high boost or high RPM conditions.
- Port‑matched intake manifold machining
- Turbocharger and supercharger integration services for engine build available
- In‑house faabricated brackets and welding available
- EFI fuel system upgrade and engine management consultations
- Carburetor selection and tuning consulations
Parts Sourcing & Manufacturing Guidance
Navigating the world of specialty engine parts can be daunting. We leverage decades of industry relationships to source premium materials—ranging from custom billet parts made from exotic alloys to special hard‑coated internal engine components— while coordinating initial prototype designs with trusted vendors. If a part doesn’t exist off‑the‑shelf, our reverse‑engineering process recreates it to exact specifications. We provide design feedback to improve durability and performance, then advise on machining techniques that maximize lifespan. Throughout, we manage vendor communications, co-ordinate and expedite timelines, and ensure every component meets our high standards before it enters your build.
- Sourcing premium performance engine materials
- Coordinating with specialty parts vendors
- Possible prototyping for precise component selection
- Reverse‑engineering unique engine components
- Design feedback to enhance durability
- Machining technique advisement for longevity


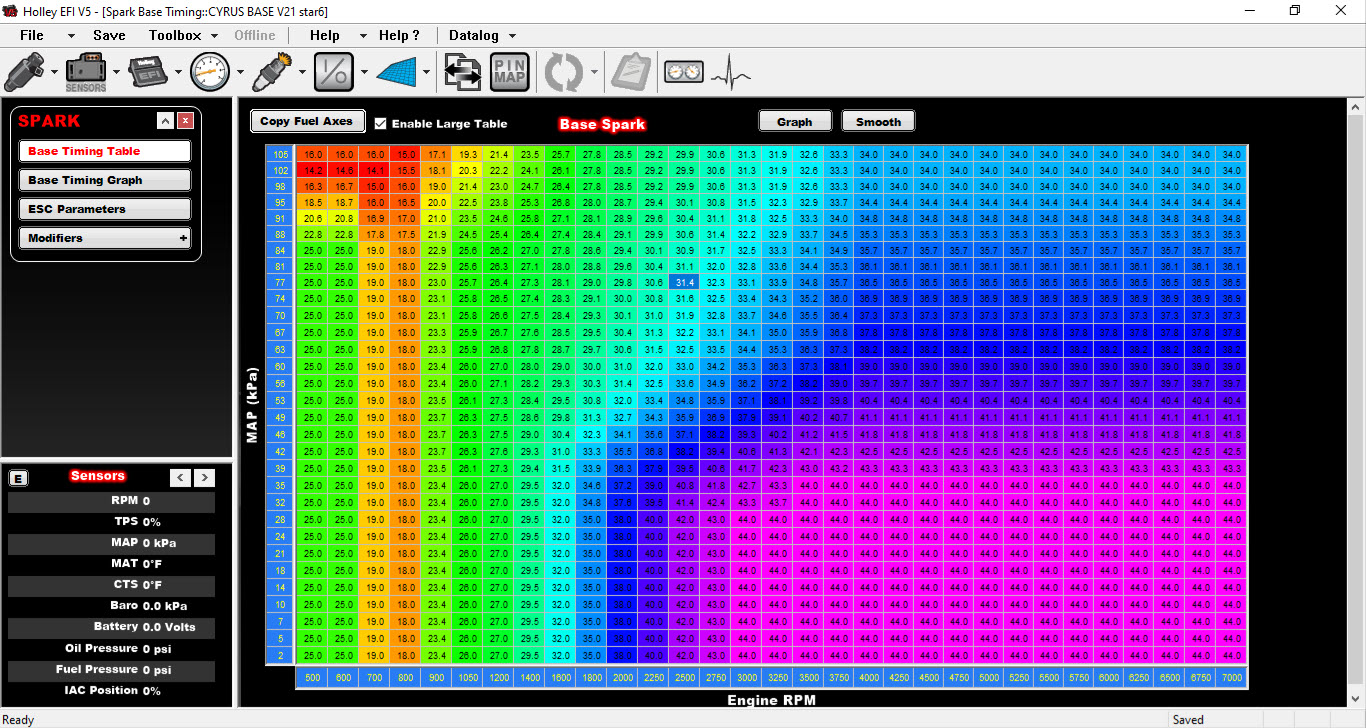
Testing, Tuning & Development
Fine‑tuning is where raw power transforms into usable performance. We run comprehensive test sessions during engine dyno sessions—measuring torque, horsepower, and thermal characteristics. Real‑time data logging captures every parameter, from air‑fuel ratios to ignition timing. Our tuning experience is based on many engine dyno sessions and track or street testing. Detailed development reports document progress and recommend next steps, ensuring continuous improvement and peak reliability.
- Comprehensive engine dyno testing
- Real‑time performance data logging
- On‑track performance expereince
Technical Consultation & Training
Our technical consulting goes beyond off‑the‑shelf advice. We offer personalized, one‑on‑one sessions to guide you through every phase of engine building—from parts selection and machining methods to tuning strategies and maintenance best practices. Hands‑on workshops immerse you in high‑performance machining techniques, while custom training materials reinforce key concepts. We also share insights from leading industry conferences and expos, keeping you abreast of emerging technologies. Whether you’re a weekend enthusiast or a professional shop, our training empowers you with the expertise to elevate your builds.
- One‑on‑one customized consulting sessions
- Parts selection and tuning advice
- Hands‑on machining training workshops
- Engine building workshop sessions
- Industry conference and expo insights
- Customized materials for team development
HMT Service & Price List
BLOCK WORK
| Service | Price |
|---|---|
| Disassemble Complete Engine, Spray Wash, Inspect, Provide estimate | Starts at $300 |
| Disassemble Short Block | Starts at $200 |
| R&R Oil Galley Plug | $60 |
| R&R Freeze Plugs | $60 |
| R&R Cam Bearings | $65 |
| Wire Wheel Block | $150 |
| Wire Wheel Head | $75 |
| Wash Block in Jet Spray Cabinet | $90 |
| Hot Tank Block | $110 |
| Line Hone Block (additional $125 w girdle) | $290 |
| Line Hone 400 Chevy (if rear seals need to be cut) | $375 |
| Line Bore Stock Cast Caps - First Cap | $175 |
| Line Bore Stock Cast Caps - Additional Caps After First | $100 ea. |
| Line Bore 3 Billet Center Caps (No Drilling) - First Cap | $200 |
| Line Bore 3 Billet Center Caps (No Drilling) - Additional Caps | $125 ea. |
| Line Bore V-8 5 Billet Caps and Finish Line Hone | $140/hr. (6 hr min) |
| Cut Thrust During Line Bore | $85 |
| Bore & Hone Cylinders V-8 | $290 |
| Bore & Hone Cylinders Duramax / Powerstroke | Starts at $425 |
| Bore & Hone with Deck Plates V-8 (up to .030”) | $390 |
| Bore & Hone with Deck Plates V-8 (each additional .030”) | $70 |
| Bore & Hone Cylinders V-6 or Inline 6 (up to .030”) | $280 |
| Bore & Hone Cylinders V-6 or Inline 6 (each additional .030”) | $70 |
| Bore & Hone Cylinders Cummins 5.9 | $400 |
| Bore & Hone Cylinders Inline 4 | $250 |
| Hone for Re-ring with Torque Plates V-8 | $300 |
| Hone for Re-ring without Torque Plates V-8 | $225 |
| Hone for Re-ring without Torque Plates V-6 or Inline 6 | $200 |
| Hone for Re-ring without Torque Plates 4 cylinder | $180 |
| Hone up to .010" oversize with Torque Plates V-8 | $350 |
| Hone up to .010" oversize without Torque Plates V-8 | $250 |
| Mock-up to Check Deck Height | $120 |
| Square Deck Block 90 degree V-8 or V-6 (up to .030”) | $260 |
| Square Deck Block 90 degree V-8 or V-6 (each additional .030”) | $70 |
| Square Deck Block Inline 6 or 4 Cylinder (up to .030”) | $230 |
| Square Deck Block Inline 6 or 4 Cylinder (each additional .030”) | $70 |
| Tap Oil Gallies for Screw in Plugs - Chevy | $75 |
| Enlarge / Detail Oil Return in Valley | $100 |
| Clearance for Stroker | $150 |
| Detail Oiling System, Enlarge Gallies and Oil Return | $150 |
| Magnaflux Block (cleaning is extra if needed) | $150 |
| Pressure Check Block (cleaning is extra if needed) | $150 |
| Sonic Check Cylinders | $200 |
| Install Sleeve - First or Opposite Bank | $240 (labor only) |
| Install Sleeve - Each Additional | $200 (labor only) |
| Machine Deck for O-Rings V-8 (wire NOT incl. - install incl.) * All three for $125.⁰⁰ ** Decking block extra | $240 |
CRANKSHAFT GRINDING
| Service | Price |
|---|---|
| Clean & Polish | $85 |
| Grind Crankshaft Journals - 1, 2, 4, 6 or 8 Cylinder | $325 |
| Chamfer Crank Oiling Holes (with polish) | $110 |
RODS and PISTONS
| Service | Price |
|---|---|
| R&R Pistons 4 Cylinder | $80 |
| R&R Pistons 6 Cylinder | $100 |
| R&R Pistons 8 Cylinder | $115 |
| Install New Pistons on Rods | $100 |
| R&R Rod Bolts | $100 |
| R&R Bushings and Pin Fit | $45 ea. |
| Recondition Rods (Big End) | $40 ea. |
| Check Rod Size (Big End) - Set of 8 | $120 |
| Cut Valve Relief in Pistons | $140/hr. |
CYLINDER HEAD RECONDITIONING
| Service | Price |
|---|---|
| Valve Job (3 angle) V-10 Canted Head | $380/pr. |
| Valve Job (3 angle) V-10 Wedge Head | $300/pr. |
| Valve Job (3 angle) V-8 Canted Head | $350/pr. |
| Valve Job (3 angle) V-8 Head 24 Valve | $385/pr. |
| Valve Job (3 angle) V-8 Head 32 Valve | $450/pr. |
| Valve Job (3 angle) V-8 Diesel Head 16 Valve | $450/pr. |
| Valve Job (3 angle) V-8 Diesel Head 32 Valve | $525/pr. |
| Valve Job (3 angle) V-6 Wedge Head | $280/pr. |
| Valve Job (3 angle) V-6 Canted Head | $320/pr. |
| Valve Job (3 angle) V-6 Head 24 Valve | $425/pr. |
| Valve Job (3 angle) Inline 6 Cylinder 12 Valve | $290 |
| Valve Job (3 angle) Inline 6 Cylinder 12 Valve - Cummins | $400 |
| Valve Job (3 angle) Inline 6 Cylinder 24 Valve | $428 |
| Valve Job (3 angle) Inline 6 Cylinder 24 Valve - Cummins | $480 |
| Valve Job (3 angle) Inline 5 Cylinder 10 Valve | $275 |
| Valve Job (3 angle) Inline 5 Cylinder 20 Valve | $375 |
| Valve Job (3 angle) Inline 4 Cylinder 8 Valve | $250 |
| Valve Job (3 angle) Inline 4 Cylinder 16 Valve | $285 |
| Valve Job (3 angle) Inline 4 Cylinder 20 Valve | $380 |
| Valve Job (3 angle) Opposed 4 Cylinder 16 Valve | $355/pr. |
| Setup Valve Adjustment OHC Solid Lifter Heads w/ wafers | $140/hr. |
| Resurface Heads | $85 ea. |
| Resurface Heads - Cummins 5.9 | $175 ea. |
| Resurface Heads with Valve Job | $80 ea. |
| Remove Camshafts, Followers, Compress Compensators and Reinstall | $140/hr. |
| Clean and Magnaflux or Dye Check Head | $50 ea. |
| Clean and Magnaflux or Dye Check Head - Cummins 5.9 | $100 ea. |
| Clean and Pressure Check Head | $30 ea. |
| Clean and Pressure Check Head - Cummins 5.9 | $50 ea. |
CYLINDER HEAD GUIDE AND SEAT REPAIR
| Service | Price |
|---|---|
| Install New Guides - Press out / Press in (labor only) | $17 ea. |
| Install New Guides - Cut out / Press in (labor only) | $20 ea. |
| Install New Seats (labor only) | $20 ea. |
| Install Guide Liners (labor only) | $16 ea. |
| Angle Mill Heads (Incl. Adjust Intake with Mockup) | $140/hr. |
| Machine for Viton/Positive Stop Seals | $85 |
| Machine for Screw in Studs | Starts at $250 |
| Machine for Screw in Studs - Ford Cleveland/M | $400 |
| Machine for Large Valve Springs | $140 |
| Setup Valve Spring Heights / Pressures- choose spring/retainer combo | $140/hr. |
| Roto Blast Heads | $60 ea. |
| Sonic Clean Heads | $50 ea. |
| Hot Tank Heads | $75 ea. |
| Change Valve Size - V8 Head | $125/hr. |
| Blend Valve Pockets | $140/hr. |
| Match Port Heads - Intake & Exhaust | $140/hr. |
| Measure CC's - Combustion Chamber | $40 ea. |
| Measure CC's - Intake / Exhaust Port | $75 ea. |
| Welding Repairs - Aluminum, Steel, Magnesium, Stainless | $140/hr. |
| All Welding (1 hr min) | $140/hr. |
INTAKE WORK
| Service | Price |
|---|---|
| Machine Faces up to .020" | $200 |
| Measure and Angle Mill to fit engine | Starts at $250 |
| Match Port to Heads | $140/hr. |
| Blend Plenum | $140/hr. |
| Glass Bead Blast Intake | $85 |
| Sonic Clean Intake | $80 |
| Weld up Heat Crossover Passage - Aluminum (1 hr min) | $140/hr. |
BALANCING
| Service | Price |
|---|---|
| Internal Balance V-8 (Heavy Metal is extra) | Starts at $330 |
| External Balance V-8 (Heavy Metal is extra) | Starts at $360 |
| 6 Cylinder In-Line | $300 |
| 4 Cylinder In-Line | $250 |
| Balance Flywheel to Neutral | $140/hr. |
| Balance Flywheel to Weight | $140/hr. |
| Install Heavy Metal - First Slug (labor only) | $150 |
| Install Heavy Metal - Additional Slugs (labor only) | $110 |
ASSEMBLY WORK
| Service | Price |
|---|---|
| Assemble Short Block (Stock) no sheet metal | $675 |
| Assemble Long Block (Stock) no sheet metal | $800 |
| Install sheet metal/Intake/misc. | $140/hr. |
| Assemble Complete - Stock (Ready to Run) | $1,000 |
| Assemble Complete - Performance (Ready to Run) | $1,200 |
| Assemble Complete - Race (Ready to Run) | Starts at $1,500 |
| Setup for Hydraulic Roller - Set Camshaft End Play | Starts at $140/hr. |
| Degree Camshaft | $150 |
| File Fit Piston Rings | $150 |
| Check Piston to Valve Clearance | $140/hr. |
| Check Valvetrain Geometry/Pushrod Length | $140/hr. |
| Test and Balance Valve Springs | $140/hr. |
| Setup Shaft Rocker System Geometry
* Paint After Assembly is additional $75.⁰⁰ | $140/hr. |